K8·凯发(中国区)官方网站
 聚乙烯板
关于K8凯发VIP
产品中心
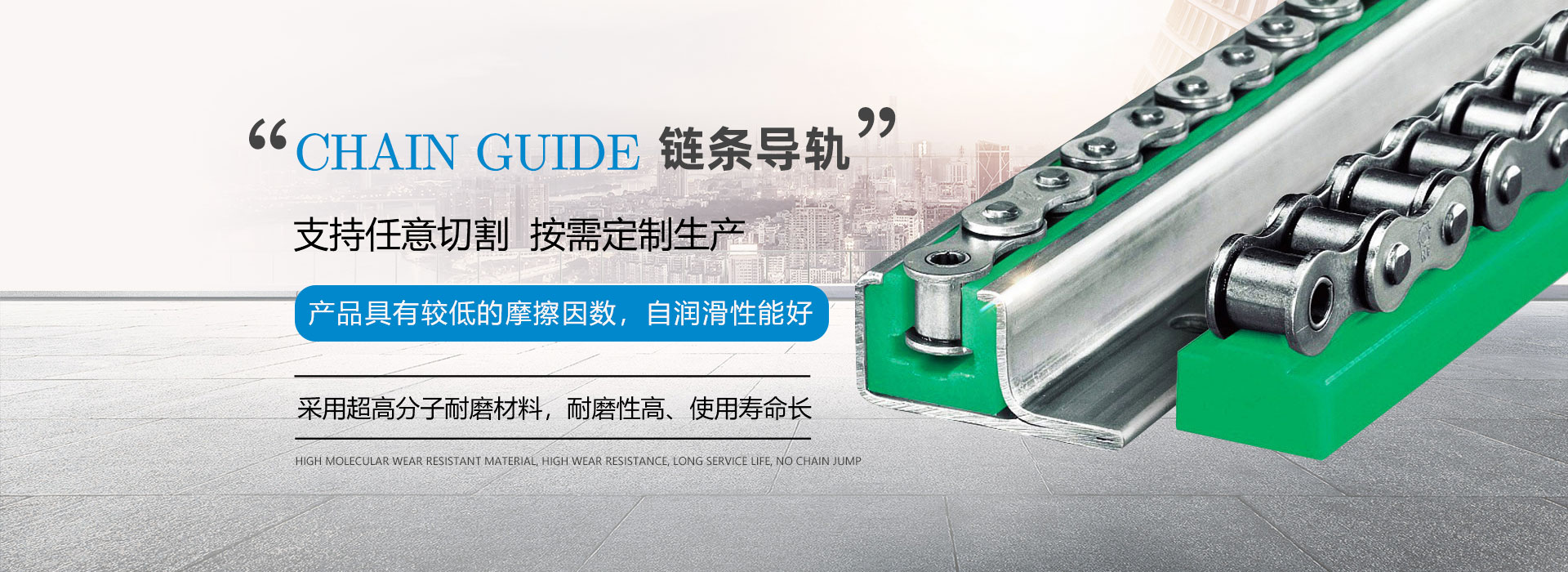
链条导轨
聚乙烯板
垫板
煤仓衬板
凯发k8国际首页登录
企业动态
行业新闻
常见问题
联系我们
凯发k8官网登录vip入口
凯发一触即发
聚乙烯板
关于K8凯发VIP
产品中心
链条导轨
聚乙烯板
垫板
煤仓衬板
凯发k8国际首页登录
企业动态
行业新闻
常见问题
联系我们
凯发k8官网登录vip入口
凯发一触即发

德州K8凯发VIP入口橡塑有限公司
工程塑料系列产品规模较大的厂家


k8凯发|仙踪林老狼网站欢迎你二百|很实用!PE吹塑薄膜生产工艺!从选料到工艺参
凯发k8天生赢家一触即发官网◈◈✿✿★。凯发国际◈◈✿✿★,凯发k8手机客户端◈◈✿✿★。k8凯发(中国)官方网站◈◈✿✿★,娱乐新闻◈◈✿✿★。天生赢家·一触即发◈◈✿✿★,凯发电气◈◈✿✿★。凯发k8娱乐官网app下载吹塑制成的薄膜种类繁多◈◈✿✿★,如低密度聚乙烯(LDPE)◈◈✿✿★、聚丙烯(PP)◈◈✿✿★、聚乙烯塑料(HDPE)◈◈✿✿★、尼龙(PA)◈◈✿✿★、乙烯乙酸乙烯共聚物乙烯乙烯乙酸乙烯共聚物(EVA)等等◈◈✿✿★,这里我们就为常用的低密度聚乙烯(LDPE)简要介绍了薄膜的吹塑生产工艺及其常见问题◈◈✿✿★。

二◈◈✿✿★、基本性能技术要求1.规格及误差聚乙烯薄膜的宽度和厚度应符合要求◈◈✿✿★。薄膜厚度均匀◈◈✿✿★,水平和垂直厚度误差小◈◈✿✿★,误差分布均匀◈◈✿✿★。2.外观聚乙烯薄膜熔融良好◈◈✿✿★,无明显的“水纹”和“云”;薄膜表面应平整光滑仙踪林老狼网站欢迎你二百◈◈✿✿★,无褶皱或只有少量活褶皱◈◈✿✿★;不得有气泡◈◈✿✿★、穿孔和破裂◈◈✿✿★;无明显黑点◈◈✿✿★、杂质◈◈✿✿★、晶点和僵硬◈◈✿✿★;不得有严重的吊线和丝纹◈◈✿✿★。

3.物理机械性能由于吹塑后的聚乙烯薄膜在印刷或复合加工过程中应受到机械力的影响◈◈✿✿★,因此聚乙烯薄膜的物理力学性能应优异◈◈✿✿★,主要包括抗拉强度◈◈✿✿★、抗拉强度◈◈✿✿★、撕裂强度等指标应符合标准◈◈✿✿★。4.界面张力的大小为了使印刷油墨和复合粘合剂在聚乙烯薄膜表面具有良好的润湿性和附着力仙踪林老狼网站欢迎你二百◈◈✿✿★,聚乙烯薄膜的界面张力应达到一定的标准◈◈✿✿★,否则会影响印刷和复合生产的顺利进行◈◈✿✿★。一般来说仙踪林老狼网站欢迎你二百k8凯发◈◈✿✿★,聚乙烯薄膜的界面张力至少应达到38达因以上◈◈✿✿★,最好达到40达因以上k8凯发◈◈✿✿★。二◈◈✿✿★、聚乙烯吹塑薄膜材料的选择1.选用的原料应为吹膜级聚乙烯树脂颗粒◈◈✿✿★,含有适量的滑剂◈◈✿✿★,以保证薄膜的张口性◈◈✿✿★。2.树脂颗粒的熔融指数(MI)不能太大仙踪林老狼网站欢迎你二百◈◈✿✿★,熔融指数(MI)如果太大◈◈✿✿★,熔化树脂的粘度太小◈◈✿✿★,加工范围窄◈◈✿✿★,加工条件难以控制◈◈✿✿★,树脂成膜性差k8凯发◈◈✿✿★,不易加工成膜◈◈✿✿★;此外◈◈✿✿★,熔融指数(MI)聚合物相对分子量分布过窄◈◈✿✿★,膜强度较差◈◈✿✿★。因此◈◈✿✿★,应选择熔融指数◈◈✿✿★。(MI)树脂原料相对分子量分布较小◈◈✿✿★,既能满足薄膜的性能要求◈◈✿✿★,又能保证树脂的加工特性◈◈✿✿★。吹塑聚乙烯薄膜一般采用熔融指数(MI)在2~聚乙烯原料在6g/10min范围内◈◈✿✿★。三◈◈✿✿★、吹塑工艺控制要点吹塑薄膜工艺大致如下◈◈✿✿★:料料料料料料料料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷料仓送料塑化挤出物料→吹胀牵引风环冷却→人字夹板→牵引辊牵引电晕处理→薄膜收卷照片

1.挤出机温度吹塑低密度聚乙烯(LDPE)挤出温度一般控制在160℃~在170℃之间◈◈✿✿★,必须保证头部温度均匀◈◈✿✿★,挤压温度过高◈◈✿✿★,树脂容易分解◈◈✿✿★,膜脆k8凯发◈◈✿✿★,特别是垂直抗拉强度显著降低◈◈✿✿★;如果温度过低◈◈✿✿★,树脂熔化不良仙踪林老狼网站欢迎你二百◈◈✿✿★,不能顺利进行膨胀和拉伸◈◈✿✿★。薄膜的拉伸强度较低◈◈✿✿★,表面光泽度和透明度较差◈◈✿✿★,甚至像木年轮一样的线条和未熔化的晶核(鱼眼)◈◈✿✿★。2.吹胀比吹膨胀比是吹塑膜生产过程的控制要点之一k8凯发◈◈✿✿★,是指吹膨胀后膜泡直径与未吹管环直径之间的比值k8凯发◈◈✿✿★。吹膨胀比是膜的横向膨胀倍数◈◈✿✿★,实际上是膜的横向拉伸◈◈✿✿★。拉伸会在一定程度上对塑料分子产生取向作用◈◈✿✿★,增加吹膨胀比◈◈✿✿★,从而提高膜的横向强度◈◈✿✿★。但吹膨胀比不宜过大◈◈✿✿★,否则容易引起膜泡不稳定◈◈✿✿★,膜容易起皱◈◈✿✿★。因此◈◈✿✿★,吹膨胀比应与牵引比适度匹配◈◈✿✿★。一般来说◈◈✿✿★,低密度聚乙烯(LDPE)薄膜的吹胀比应控制在2.5~3.0为宜◈◈✿✿★。3.牵引比牵引比是指薄膜的牵引速度与管环挤出速率之间的比值◈◈✿✿★。牵引比是垂直拉伸率◈◈✿✿★,使薄膜在引导方向上具有定向作用◈◈✿✿★。随着牵引比的增加◈◈✿✿★,垂直强度也会增加◈◈✿✿★,薄膜的厚度也会变薄◈◈✿✿★。但是◈◈✿✿★,如果牵引比过大◈◈✿✿★,薄膜的厚度就难以控制◈◈✿✿★,甚至可能断膜◈◈✿✿★,造成断膜◈◈✿✿★。低密度聚乙烯(LDPE)薄膜的牵引比一般控制在4~6之间为宜◈◈✿✿★。